


云海旭金属材料有限公司
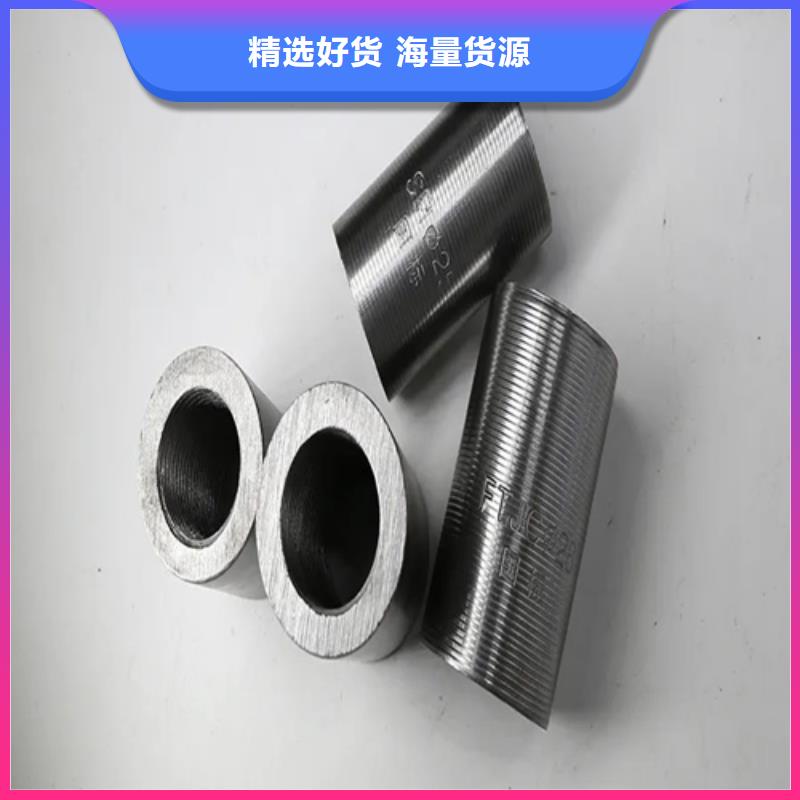
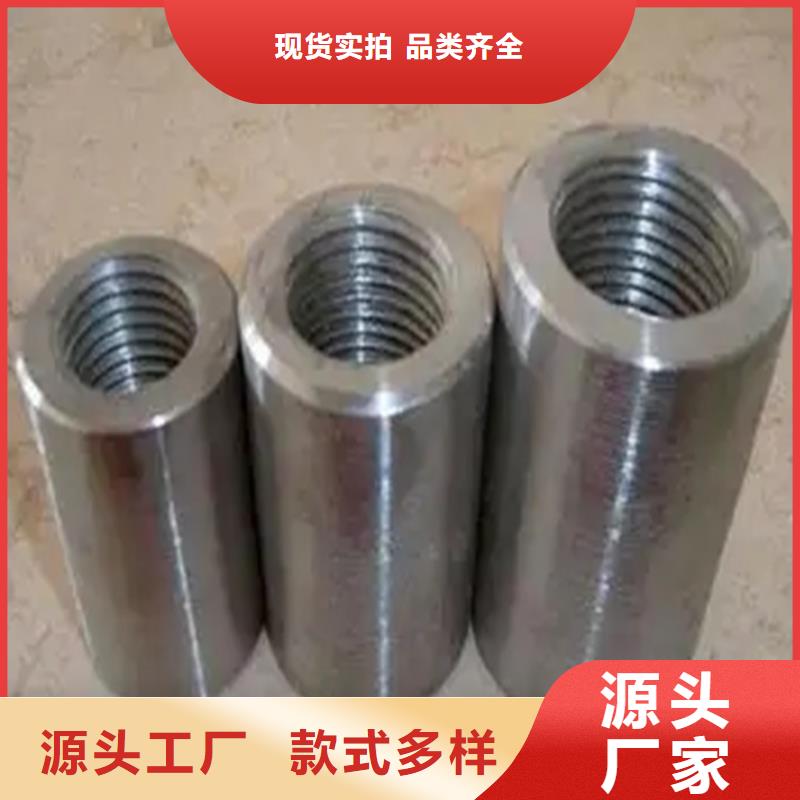
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—100%,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
 榆林滚丝机物流快捷
榆林滚丝机物流快捷
钢筋套筒注意事项:1、注意防水、泥、沙等杂物进入扳手手柄内,力矩扳手禁止当锤子运用。2、运用时扳手钳头要端平,加力要均匀,不得用力过勐或施加冲击力。3.当听到力矩扳手宣布“咔嚓”的动静时,要马上中止扳动扳手,避免造成扳手测力部分的损坏。4、扳手长期不适用时,应将扳手刻度值设置在零位上,避免测力原件疲惫失准。5、扳手禁止在设置位为零时运用,由于在此状态下加力无动静信号宣布,容易过载损坏扳手。6、运用过程中,若扳于无响信号发一出时,应立即中止运用,进行维修。维修后的扳手需标定,标定合格后方可运用。


现场施工连接钢筋套筒需要注意哪些点呢?1、接头的加工和安装质量必须符合相关的国标和验收规范。2、袖子必须有工厂。外观质量和螺纹规格必须符合要求。目视检查,游标卡尺和螺纹塞规用于检查。3、钢筋原料的强度必须符合设计和规范要求。钢筋直径的偏差必须在允许的范围内。如果存在过度偏差,剥离后直径将变小或不圆,并且线头易于加工。齿的断裂现象会影响接头的强度。4、加工焊头时,加工参数必须控制在允许的偏差范围内。在开始加工之前,必须根据钢筋的直径调整剥离肋,螺纹滚压头,上升刀环,滚动行程等的直径。5、对钢丝头进行加工,目视检查外观质量,并逐一检查卡钳和端头和螺纹环规。如果不合格,则应删除返工。加工前,可以使用相同的规格和相同批次的废钢进行调试。6、对于合格的线端,请及时添加保护盖,以免生锈或损坏。7、现场安装时,钢筋的规格和钢筋套管的尺寸应相同。拧紧后,套管两侧不应有一根完整的螺纹。8、安装的接头由现场监督见证,并测试接头的强度。

